歡迎光臨東莞市小蝌蚪视频免费观看機械製造有限公司網站!
丨 網站(zhàn)地圖
丨 小蝌蚪视频免费观看產品
丨 聯係我們
丨(shù) EN
-
專注於(yú)生產刀具磨床、多功能磨刀機
MANUFACTURER
- 全(quán)國谘詢服務熱線:
- 138-2575-1784
限公司(sī)")
MANUFACTURER
產品中心
推(tuī)薦(jiàn)產品

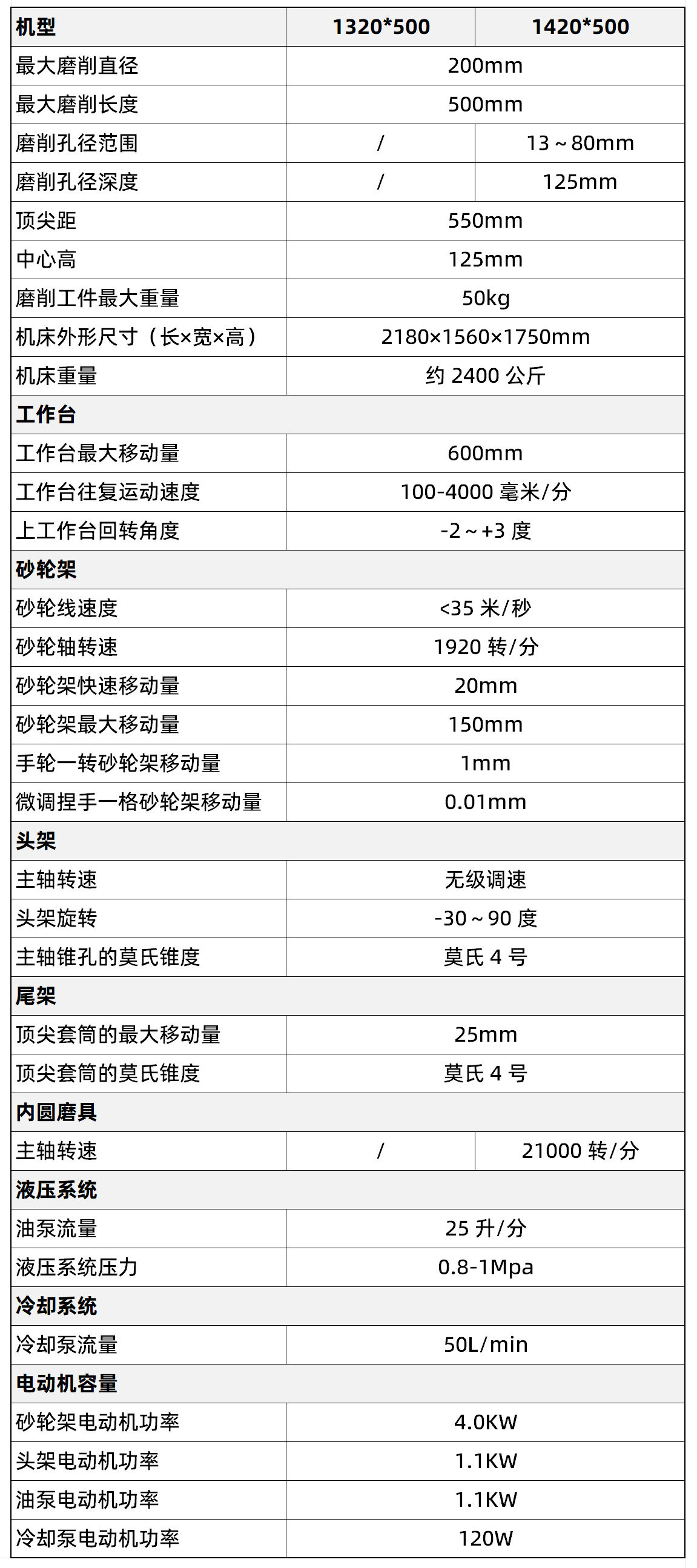
產品參數(shù):TW-1420*500 型(xíng)萬(wàn)能外圓磨(mó)床,用於磨削各種中小型零件的圓柱,圓錐形內、外圓及端麵。

全國谘詢熱線:
138-2575-1784TW-1420*500型萬能外圓磨床,用於磨削各種中小型零件的圓柱,圓錐形(xíng)內、外圓及(jí)端麵(miàn)。
最大磨(mó)削外圓直徑 Ø8~Ø200mm
最大磨(mó)削長度 500mm
最大(dà)磨(mó)削內圓直徑 Ø13mm~Ø80mm
最大磨削深度 125mm
機床的調整
1、床身 床身時一個箱形結構的鑄件,前床身作(zuò)油池,電箱在床身的後麵油布壁上。 床(chuáng)身底麵有三個調整(zhěng)螺釘,用(yòng)於調整機床安裝水平。
2、工作台 工作台由上下兩工作台組成,下工作台兩端分(fèn)別連接油缸(gāng)活塞杆。
2.1、工作台回轉角度的調整 當磨削帶錐(zhuī)度工件時,上工作台需(xū)作回轉,首(shǒu)先放鬆工作台兩端壓板,然後扳動調節手把,達到所需角度。在緊固兩(liǎng)端壓(yā)板。 工作台右側備有(yǒu)刻度標牌及裝百分表座子。
2.2、工(gōng)作台(tái)手動和液動 當(dāng)手動時,中間手把應在關閉位置,此(cǐ)時手搖手輪(lún)可輕鬆地移動工作台(tái)。當液動時,中間手把應在打開位置,手搖(yáo)機構中有一隻小(xiǎo)油缸(gāng),將(jiāng)齒輪推開,此時手輪不作用,工作台往複油缸帶動工(gōng)作(zuò)台往複運動,手輪不會(huì)旋(xuán)轉傷害操作者。
2.3、工作台運動的(de)速度 中(zhōng)間手把按順(shùn)時針方向旋,速度(dù)加快,反之減(jiǎn)慢。
3、頭架的調整(zhěng)
3.1、頭架回轉的調整 頭架由頭架箱和頭架底板組成,頭架箱可繞頭架底板上的軸頭回轉,回轉的角度可(kě)以從刻度標牌(pái)上讀出。
3.2、頭(tóu)架主軸轉速的調整 本機床頭架主軸,由交流雙速電機,通(tōng)過三角皮帶至中間軸,再由中間軸, 通過多楔帶傳動至(zhì)主軸,皮帶輪是三個槽(cáo)的塔輪,共(gòng)獲得六速。
3.3、頭架主軸軸承間(jiān)隙的調整 頭架主軸軸承間隙的調整,在頭架主(zhǔ)軸後端的刻度套獲得,刻度套順時針方向轉動,間隙增(zēng)大,反之間隙(xì)減小。當(dāng)用死頂尖(jiān)法磨削時,間(jiān)隙為零。當用活頂尖法磨削時,間隙約為0.005mm。
4、砂輪架的調整
4.1、砂輪架回轉的調整 砂輪架可以回轉 360°,當調整至所需角度後緊固兩側螺釘,備有標牌指示角度值。
4.2、砂輪架(jià)主軸軸承的調整 砂輪架主軸軸(zhóu)承采用短(duǎn)三塊動壓油膜(mó)軸承,出廠前已調好,用戶無需調整。 長時間使用之後,軸承間隙變大,當超出0.025mm 時,需(xū)作調整,方法如下:用專門十字扳手重新調整油瓦的支承螺釘(M20×1.5),至主軸剛剛轉不動(處於過盈狀態),然(rán)而用內(nèi)六角螺釘(M6×16)向外(wài)拉,至主軸與軸瓦間隙小於(yú) 0.015mm,此時用手應能轉動主軸。
5、砂輪架(jià)快速進給(gěi)的調整 砂輪架快(kuài)速進給和快速後(hòu)退(tuì),是通過(guò)液壓缸壓力油的作(zuò)用,由電氣按鈕控製,快速移動量為 20mm。
6、橫進(jìn)給的調整 手搖橫進(jìn)給手輪,通過一對齒輪帶動絲杆轉動,砂(shā)輪架(jià)獲(huò)得橫進給。手輪每一轉 1×25/75×3mm=1mm 砂(shā)輪架微量進給:撥出微調捏手,轉動手輪上刻(kè)度圈,使刻度圈上的定位柱與撞塊相(xiàng)碰,再把微(wēi)調捏手插入,逆時針方(fāng)向轉動微調捏(niē)手,使定位柱與撞塊離開, 再順時針方向(xiàng)轉動手(shǒu)輪,使定位柱(zhù)與撞塊相碰,就能(néng)獲(huò)得微量進給,微調捏手端麵共有五十個孔(kǒng),轉(zhuǎn)過一個孔,砂輪架進給 0.01mm。
7、尾架調整 尾架籍壓鉤螺(luó)釘固定在工作台上,頂尖套受彈簧力的作用,使頂尖(jiān)壓緊(jǐn)在工件上,頂力大小可以通過滾花螺母進行調節,手扳手把移動頂尖套,上下工件,也可以用腳踏踏板移動頂尖套。

TW-3080A外圓(yuán)磨床

TW-3080B內外圓磨床(chuáng)

TW-3080A數控PLC外圓磨床

TW-5020內外圓磨(mó)床

TW-1420*5020內外圓磨床
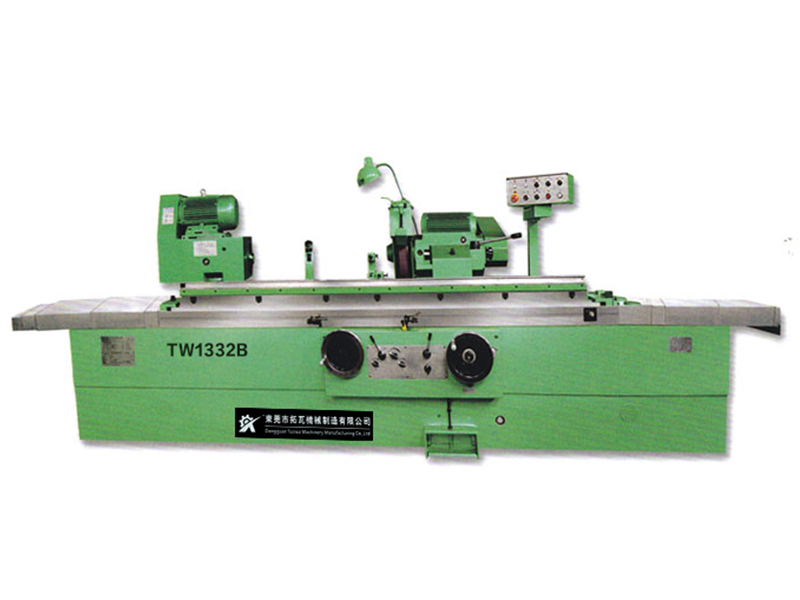
TW-1332B外圓(yuán)磨床

TW-1320*500液壓外圓磨床

TW-5020B外圓磨床
掃,聯係我們")
掃一掃,聯係我們
聯係我們


 138-2575-1784
138-2575-1784

